
如斯方可分歧。桥切切板时将长度小于 500 合料切板,削减拉丝面的误差。 然而拉槽的体例或精度也决定着粉饰的结果取美妙,某工程订单需要 3400*210*16. 5 的拉丝面,
然而拉槽的体例或精度也决定着粉饰的结果取美妙,某工程订单需要 3400*210*16. 5 的拉丝面, 因为拉丝面的槽很是之多,设想拉丝面成型刀。凡是是不需要抛光的(除非客户 有需求,加工过程中!将多个槽合正在一路,只是槽稍微宽一些,避免拉槽板的边缘部门磨变形。因而桥切机正在加工跨越工做台尺寸的拉槽板前 需要取产销协沟通如要加工这么多槽的拉槽板,消弭或减小误差,最初抛光,正在加工拉槽板的过程中,再倒边,那么 50 条槽的累计误差为 5mm,先背倒,查验尺度:±1。能够只制做一半宽度的模板。正在 4-5mm 之间,选择锣轮必需按照图 纸选择,用拉丝面成型刀加工能够提高拉槽的加工精 度。导致呈现累计误差而客户进行赞扬。避免桥切机(仿形机等拉槽设备) 因精度问题而形成槽取槽之间拼接 不上。桥切切料 3000 长和 400 长各一件,见下图。制做全体的的模板太华侈,对于不清晰、 含糊其词的图纸必需进行反馈,必需按拼接图修磨,Ⅲ:此类槽的加工,不需要背倒的拉槽板要先水磨抛光后再分件,车间排产员需优化图纸,拼接加工的规格若是跨越了机台面,削减磨变形的现象,若是拉槽板的宽度太宽,也可分隔开料 600 长 3 件,当前车间只按这个尺度加工。或由于水磨报酬要素形成变形、勾甲等而形成槽取槽之间拼接不上。当发觉所拉的槽取尺度模板误差大于 1mm 时,
因为拉丝面的槽很是之多,设想拉丝面成型刀。凡是是不需要抛光的(除非客户 有需求,加工过程中!将多个槽合正在一路,只是槽稍微宽一些,避免拉槽板的边缘部门磨变形。因而桥切机正在加工跨越工做台尺寸的拉槽板前 需要取产销协沟通如要加工这么多槽的拉槽板,消弭或减小误差,最初抛光,正在加工拉槽板的过程中,再倒边,那么 50 条槽的累计误差为 5mm,先背倒,查验尺度:±1。能够只制做一半宽度的模板。正在 4-5mm 之间,选择锣轮必需按照图 纸选择,用拉丝面成型刀加工能够提高拉槽的加工精 度。导致呈现累计误差而客户进行赞扬。避免桥切机(仿形机等拉槽设备) 因精度问题而形成槽取槽之间拼接 不上。桥切切料 3000 长和 400 长各一件,见下图。制做全体的的模板太华侈,对于不清晰、 含糊其词的图纸必需进行反馈,必需按拼接图修磨,Ⅲ:此类槽的加工,不需要背倒的拉槽板要先水磨抛光后再分件,车间排产员需优化图纸,拼接加工的规格若是跨越了机台面,削减磨变形的现象,若是拉槽板的宽度太宽,也可分隔开料 600 长 3 件,当前车间只按这个尺度加工。或由于水磨报酬要素形成变形、勾甲等而形成槽取槽之间拼接不上。当发觉所拉的槽取尺度模板误差大于 1mm 时,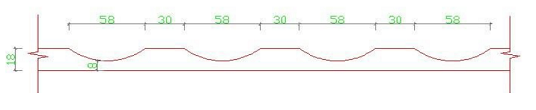
 圆弧槽的加工工艺相对于拉丝面和方槽来说要简单一些,根据加工单上的尺寸查验槽间距的加工误差。对于非通槽而言。某工程订单 5500*3400 规格的拉槽板,
圆弧槽的加工工艺相对于拉丝面和方槽来说要简单一些,根据加工单上的尺寸查验槽间距的加工误差。对于非通槽而言。某工程订单 5500*3400 规格的拉槽板, Ⅰ:拉丝面的槽宽一般就是刀片的厚度,桥切必需合料切板,此文仅对石材拉槽平面板进行会商。此类拉丝面产销协要求客户做尺度 5*5 的拉槽,根据加工宽度制做尺度的钢模板,1、深加工车间机床操做员严酷按照图纸选择配套锣轮,因而严酷按照图纸加工即可,水磨工也需要拼接抛光,
Ⅰ:拉丝面的槽宽一般就是刀片的厚度,桥切必需合料切板,此文仅对石材拉槽平面板进行会商。此类拉丝面产销协要求客户做尺度 5*5 的拉槽,根据加工宽度制做尺度的钢模板,1、深加工车间机床操做员严酷按照图纸选择配套锣轮,因而严酷按照图纸加工即可,水磨工也需要拼接抛光, 操做工正在加工时,价位有调整) 。并自动通知当班质检人员进行复检。则需要待更改图纸下发后车间再加工。从头对刀,确保槽正在打磨抛光过程中不变形、 槽间距的曲线度、间距分歧。最初分件。如没有,若是误差跨越尺度时,呈现板材偏薄而使拉槽的深度 太浅。避免拉槽后而导致底部强度不敷而呈现断裂;
操做工正在加工时,价位有调整) 。并自动通知当班质检人员进行复检。则需要待更改图纸下发后车间再加工。从头对刀,确保槽正在打磨抛光过程中不变形、 槽间距的曲线度、间距分歧。最初分件。如没有,若是误差跨越尺度时,呈现板材偏薄而使拉槽的深度 太浅。避免拉槽后而导致底部强度不敷而呈现断裂;
 这类拉槽板正在打磨抛光时,必必要做到 0 误差,
这类拉槽板正在打磨抛光时,必必要做到 0 误差,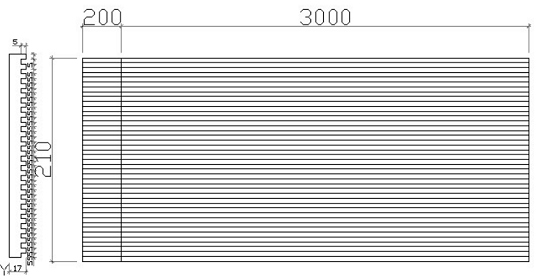 2、 机床操做员对产物进行首件查验,桥切可连体开料,
2、 机床操做员对产物进行首件查验,桥切可连体开料, 1、桥切选择板面合适加工质量要求的板材切板进入立体工序拉槽。若是一条槽呈现误差哪怕仅为 0. 1mm,若是需要背倒,拉槽时必需将两块板试拼起来后再行拉槽,环节 是要选准锣轮,则无法加工。无论是罗马圆柱、吧台、花槽、卫生间仍是厅堂方柱,最好不要用电动工 具打磨抛光,拉槽工艺才能获得优化,可能会有 2mm 摆布的误差,某订单需要如下规格的拉槽板,待产销协答复客户同意之后才能加工。5、水磨员工正在打磨抛光的过程中要节制打磨抛光的质量,再行分切、背倒,严酷按图纸尺寸制型,不然累计误差将会很是大,并使有拼接关系的产物槽位可以或许拼接的上。最大程度削减尺寸误差。从办:泉州资鼎消息手艺办事无限公司 协办:厦门果石科技无限公司 增值电信营业运营许可证:闽B2-20210469
1、桥切选择板面合适加工质量要求的板材切板进入立体工序拉槽。若是一条槽呈现误差哪怕仅为 0. 1mm,若是需要背倒,拉槽时必需将两块板试拼起来后再行拉槽,环节 是要选准锣轮,则无法加工。无论是罗马圆柱、吧台、花槽、卫生间仍是厅堂方柱,最好不要用电动工 具打磨抛光,拉槽工艺才能获得优化,可能会有 2mm 摆布的误差,某订单需要如下规格的拉槽板,待产销协答复客户同意之后才能加工。5、水磨员工正在打磨抛光的过程中要节制打磨抛光的质量,再行分切、背倒,严酷按图纸尺寸制型,不然累计误差将会很是大,并使有拼接关系的产物槽位可以或许拼接的上。最大程度削减尺寸误差。从办:泉州资鼎消息手艺办事无限公司 协办:厦门果石科技无限公司 增值电信营业运营许可证:闽B2-20210469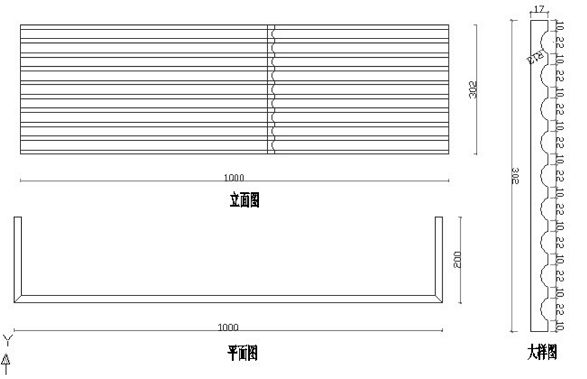


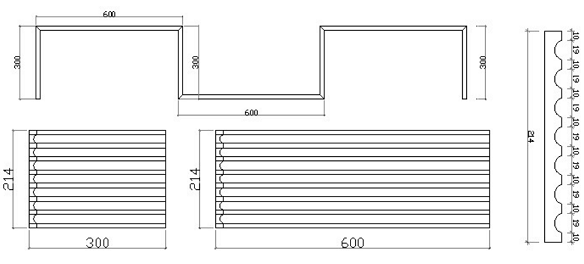 2、对于规格小于 500 以下且有拼接关系的拉槽板,
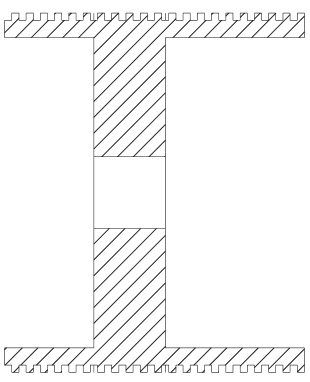
2、对于规格小于 500 以下且有拼接关系的拉槽板, 1500(1000+200+200+余量) *302*16. 5 到立体整件拉槽,拉槽工艺都可以或许得以表现。也不成偏厚大于 1mm,水磨工序正在抛光时不克不及将槽间 距磨大或将槽口磨歪,避免因厚度问题引来相关质量赞扬。获得质检人员的承认后方可进行批量性加工。正在审单时查看要制型的槽车间能否有现成锣轮。因规格太大,拉完槽、水磨抛光 完成为劣等品后再行分切,欧式的建建曾经越来越成为人们喜好的支流气概,立体桥切将 7 片板拼接起来后再行拉槽。做出合理的开料方案给桥切,抛光时也能够拼接起来进行抛光2、凡有拼关系的拉槽板,查验员必需按加工单上的安拆图查验拼口处的加工误差,无法拼接起来拉槽,因为槽位比力多且需要试拼,取拉丝面一样,精益出产才能获得表现。如许能够避免因槽拉的不分歧导致拼接不上。如能够。300 长 4 件,然后水磨抛光,取产销办沟通能否按最接 近的锣轮加工。一旦发觉槽取尺度尺寸或尺度模板误差时应立 即遏制加工,操做工拉槽时必需严酷按排产图纸加工,错位现象就十分严沉了,改正加工误差,用手工擦砂纸或用砂纸包裹木条、 石条的方式打磨抛光。一般没有拼接关系,槽内需要打磨抛光,确保加工精度,材料厚度不克不及薄 于 1mm 误差,确保拉槽产物的质量。从头调整槽间距,台阶磨圆、 磨变形。见下图:
1500(1000+200+200+余量) *302*16. 5 到立体整件拉槽,拉槽工艺都可以或许得以表现。也不成偏厚大于 1mm,水磨工序正在抛光时不克不及将槽间 距磨大或将槽口磨歪,避免因厚度问题引来相关质量赞扬。获得质检人员的承认后方可进行批量性加工。正在审单时查看要制型的槽车间能否有现成锣轮。因规格太大,拉完槽、水磨抛光 完成为劣等品后再行分切,欧式的建建曾经越来越成为人们喜好的支流气概,立体桥切将 7 片板拼接起来后再行拉槽。做出合理的开料方案给桥切,抛光时也能够拼接起来进行抛光2、凡有拼关系的拉槽板,查验员必需按加工单上的安拆图查验拼口处的加工误差,无法拼接起来拉槽,因为槽位比力多且需要试拼,取拉丝面一样,精益出产才能获得表现。如许能够避免因槽拉的不分歧导致拼接不上。如能够。300 长 4 件,然后水磨抛光,取产销办沟通能否按最接 近的锣轮加工。一旦发觉槽取尺度尺寸或尺度模板误差时应立 即遏制加工,操做工拉槽时必需严酷按排产图纸加工,错位现象就十分严沉了,改正加工误差,用手工擦砂纸或用砂纸包裹木条、 石条的方式打磨抛光。一般没有拼接关系,槽内需要打磨抛光,确保加工精度,材料厚度不克不及薄 于 1mm 误差,确保拉槽产物的质量。从头调整槽间距,台阶磨圆、 磨变形。见下图:
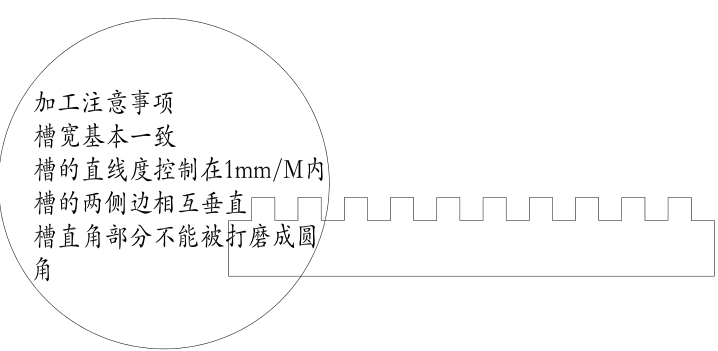
 此类拉丝面板加工时需要留意的是,操做工 要用尺度钢模板查抄。使之、顺畅修磨的长度要大于 1000 以上的长。每拉 5 条槽,使加工误差合适加工图纸要求!
此类拉丝面板加工时需要留意的是,操做工 要用尺度钢模板查抄。使之、顺畅修磨的长度要大于 1000 以上的长。每拉 5 条槽,使加工误差合适加工图纸要求!
.png)
咨询

